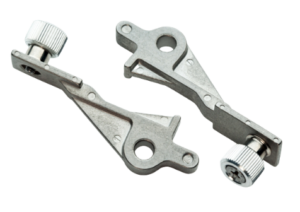
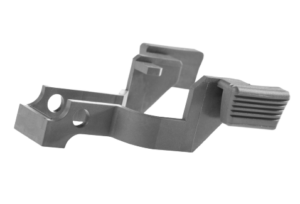
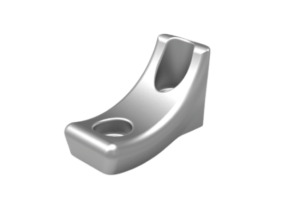
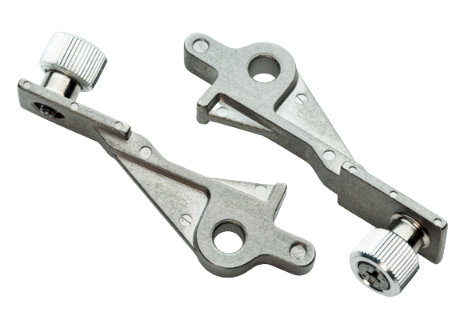
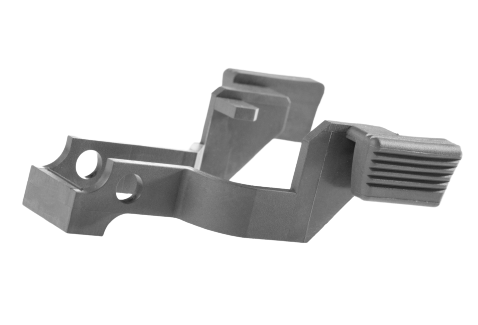
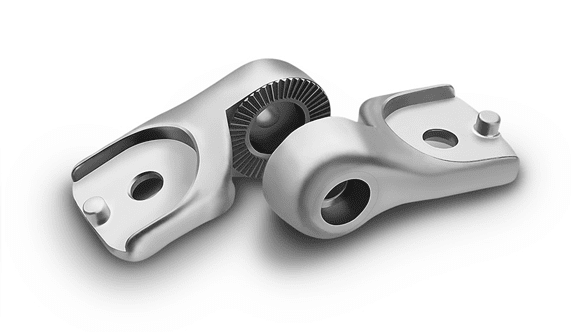
Metal injection molding is best suited for the high-volume production of small metal parts.
As with injection molding, these parts may be geometrically complex and have thin walls and fine details.
Process:
01
Feedstock preparation
The first step is to create a powder mixture of metal and polymer. The powder metal is mixed with a hot thermoplastic binder, cooled, and then granulated into a homogenous feedstock in the form of pellets. The resulting feedstock is typically 60% metal and 40% polymer by volume.
02
Injection molding
However, the mold cavities are designed approximately 20% larger to account for the part shrinkage during sintering. In the injection molding cycle, the feedstock is melted and injected into the mold cavity, where it cools and solidifies into the shape of the part.
03
Debinding
This step removes the polymer binder from the metal. After (on in place of) this step, thermal debinding or pre-sintering is performed. The "green" part is heated in a low temperature oven, allowing the polymer binder to be removed via evaporation. As a result, the remaining "brown" metal part will contain approximately 40% empty space by volume.
04
Sintering
The final step is to sinter the "brown" part in a high temperature furnace (up to 2500°F) in order to reduce the empty space to approximately 1-5%, resulting in a high-density (95-99%) metal part. This process removes pores from the material, causing the part to shrink to 75-85% of its molded size. However, this shrinkage occurs uniformly and can be accurately predicted. The resulting part retains the original molded shape with high tolerances, but is now of much greater density.
Process Capabilities:
Surface finish: 0.5-3.2µm.
Tolerance: ±0.05mm
Minimum wall Thickness: 0.1mm
Supply Condition - Raw, finished, assembled or as per customer’s demand
Post process : CNC machining, Heat treatment, plating and coating as per customer’s requirement.
Materials :Plain and low alloy steels, high speed steels, stainless steel and superalloys.
Advantages:
Cost-effective manufacture of high-volume complex parts