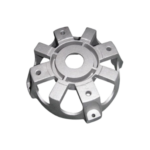
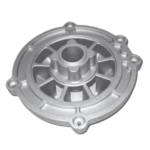
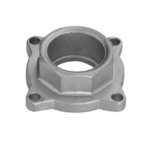
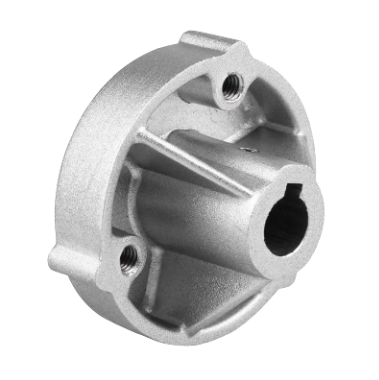
Pressure die casting is a metal casting process that involves injecting molten metal into a three-dimensional mold. The base metal is heated until it achieves a molten state. It’s then forced into the mold’s cavity, allowing it to take the shape of the mold once cooled.
Process:
01
Preparing the Mold
The initial step is mold preparation. During this step, the lubricant is applied to the interior walls of the mold to regulates the mold’s temperature while also creating a film between the molten metal and the mold, thereby allowing for easier removal of the casting.
02
Injection
After preparing the die mold, the injection of molten metal takes place. The mold must be completely sealed during this step. Otherwise, it won’t be able to “accept” the highly pressurized molten metal. The mold maintains this pressure until the molten metal has cooled and solidified.
03
Cavity Ejection
The next step is ejection of newly made cavity from the mold. The mold itself typically features ejector pins that help to release the cavity. The cavity must be solidify before it gets ejected.
04
Shakeout
The final step of high-pressure die casting is shakeout. During this step, the scrap metal is separated from the newly created cavity. After separation some molten metal remains stuck inside the mold. As a result, the scrap metal must be removed before the mold can be reused.
Process Capabilities:
Material : Aluminum alloys, Zinc, magnesium and lead.
Post processes : CNC Machining and different surface treatment processes.
Surface roughness : 0.6 µm – 1.6 µm
Tolerance : Min. ±0.05mm
Supply condition : As cast part, machined part, assembled or part as per customer’s requirement.
Advantages:
High volumes of identical metal components
Cost-effective for mass production
Faster production as molten metal solidifies in matter of seconds